
Os queijos mofados representam uma base de consumo muito pequena dentro do universo de queijos no Brasil, ainda dominado pelo queijo Muçarela. Porém, este tipo de queijo vem ganhando espaço no paladar dos brasileiros, principalmente pela sofisticação e versatilidade nos preparos culinários e pela ampliação do interesse por diferentes experiências sensoriais e produtos que adicionem autenticidade às receitas.
O queijo Azul, mais conhecido como Gorgonzola no Brasil, possui características bastante diferentes do autêntico Gorgonzola italiano, que tem grande cremosidade e sabor mais adocicado.
No Brasil o queijo mofado tem um processo de fabricação e fermentação que o aproxima mais do queijo Azul dinamarquês ou até mesmo do Roquefort francês do que do Gorgonzola da Itália.
Na tecnologia de fabricação do Gorgonzola italiano, os cultivos selecionados para conduzir a fermentação da massa são bactérias normalmente utilizadas nos iogurtes, como Streptococcus thermophilus e Lactobacillus bulgaricus.


Gorgonzola italiano x Queijo Azul dinamarquês
Esta composição homofermentativa não produz gás durante a fabricação e tende a produzir um queijo “cego”, caso não sejam feitas aberturas mecânicas para o crescimento do Penicillium roqueforti. Com uma abertura mais limitada, a presença de mofo fica restrita, criando um perfil menos lipolítico e mais adocicado de queijo, bem definido pela palavra italiana “dolce”.
As culturas mais indicadas para a produção de um Gorgonzola autêntico estão listadas na tabela abaixo e são compostas de cepas de Streptococcus thermophilus acidificantes e formadoras de textura (Expolisacarídeos) juntamente com Lactobacillus bulgaricus, que potencializa a proteólise para uma textura e sabor marcantes.
O perfil sensorial de queijo mais aceito no Brasil se assemelha bastante aos queijos de mofo azul dinamarqueses. Na Dinamarca, a utilização de cultivos mesófilos heterofermentativos tipo LD propiciam excelente abertura de massa devido à grande produção de CO2 durante a fermentação.
Estes cultivos são famosos pela complexidade, dada a quantidade de cepas existentes. Encontrar o equilíbrio perfeito entre elas tem sido um grande desafio para as indústrias queijeiras.



Cultivo DVS® Flora TRADI
Através do método de separação de grupos de bactérias por afinidade genética é possivel compor de forma equilibrada cultivos complexos como as culturas LD. Foi assim que surgiu o DVS® Flora TRADI, o mais novo cultivo da Chr. Hansen, dedicado especialmente aos queijos azuis. O DVS® Flora TRADI tem uma composição mesofílica de bactérias que, através de um perfeito balanço, fazem uma excelente abertura nos queijos de mofo azul. Os cultivos mesofílicos tipo LD são normalmente compostos por quatro tipos de bactérias: Lactococcus lactis subsp. lactis, Lactococcus lactis subsp. cremoris, Lactococcus lactis subsp. lactis biovar diacetylactis e Leuconostoc sp. Fermentos com esta composição possuem enorme complexidade na formação de sabor e textura em queijos. Para muitos, descobrir o balanço correto é como ter a chave de um precioso cofre queijeiro.
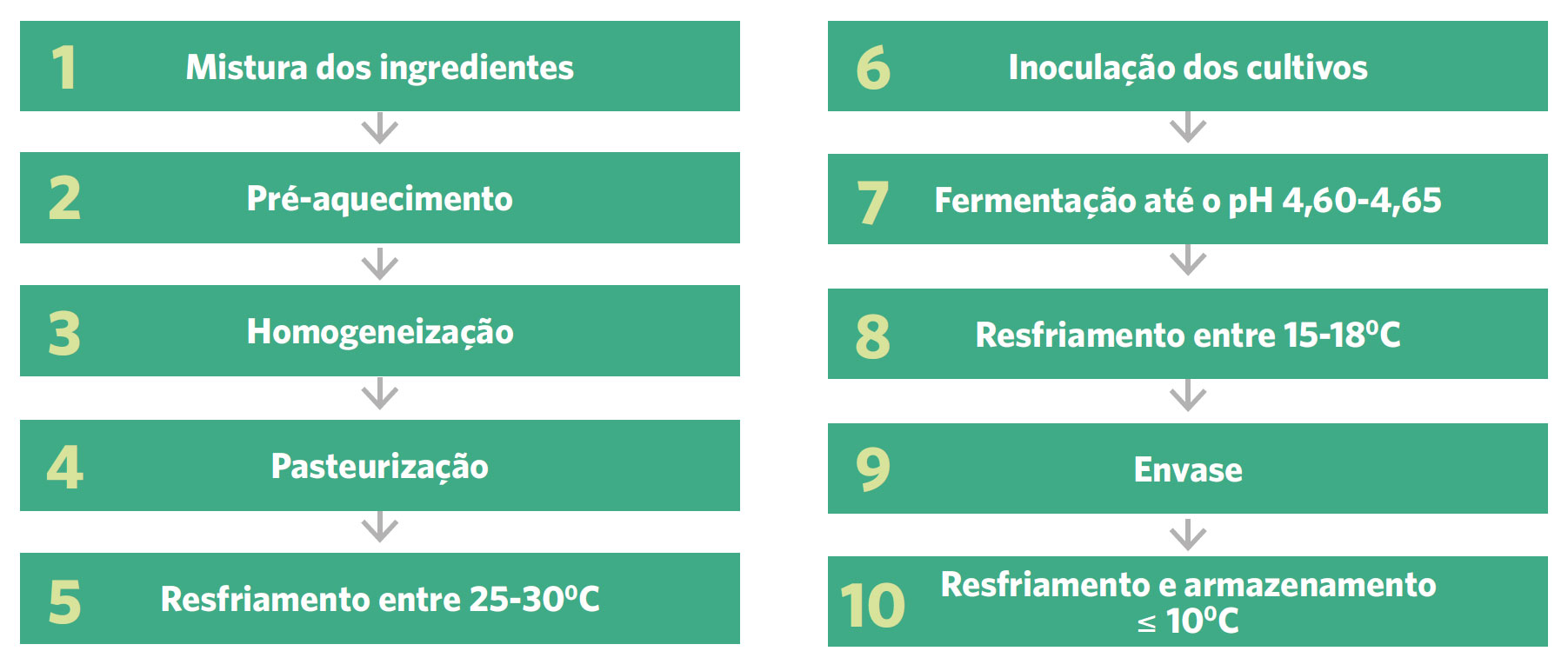
Durante a fermentação do queijo azul, como os apreciados no Brasil, é de extrema importância que exista considerável produção de CO2, respeitando uma cinética tal que a massa comporte adequadamente este gás dentro de cada peça de queijo. Esta abertura cria espaço para que a entrada de oxigênio seja suficiente para que o Penicillium roqueforti cresça uniformemente por toda a extensão do queijo e libere proteases e lipases que irão complementar a maturação. A fermentação com este cultivo é exclusivamente mesofílica e por isso deve ser conduzida a temperaturas mais baixas para favorecer perfeita harmonia entre a produção de ácido lático (importante na desmineralização da massa) e o gás CO2 para a abertura adequada do queijo. Nesse processo a utilização de cultivos adjuntos à base de leveduras também favorece a abertura do queijo e a formação de sabor frutado. Normalmente a temperatura de fermentação destes queijos pode variar de 20 até 25°C, em salas que permitam controle adequado destas condições por até 48 horas. Nesta etapa, o queijo complementa sua dessoragem e altera a textura pela grande produção de gás em seu interior. O pH desejável do queijo em D+1 pode variar de 4,80 a 4,90 para uma remoção adequada de cálcio e a formação de um ambiente propício para o crescimento do mofo. Após a perfuração do queijo ocorre uma intensa troca de gases. O CO2 produzido na fermentação dá lugar ao oxigênio que é fundamental para o desenvolvimento do Penicillium.

Queijo em D+1 produzido com o cultivo DVS® Flora TRADI

Queijo azul produzido com o cultivo DVS® Flora TRADI
DVS® Flora TRADI | Curva de Fermentação a diferentes temperaturas

HA-LA BIOTEC
PRODUÇÃO TRIMESTRAL DA CHR. HANSEN
Coordenação, edição e redação: Ana Luisa Costa
Consultoria e redação técnica: Lúcio A. F. Antunes, Michael Mitsuo Saito, Sérgio Casadini Vilela, Eliandro Roberto da Cunha Martins, Natália Góes, Rodolfo Leite
Editoração: Cia da Concepção
CONTATOS
Vendas Lúcio Antunes (brlfa@chr-hansen.com), Diego Mallmann (brdima@ chr-hansen.com), Adriana Oliveira (bracd@chr-hansen.com), Luciana Pivato (brlnb@chr-hansen.com), Franciele Material (brfrma@chr-hansen.com) Marketing Ana Luisa Costa (branco@chr-hansen.com)
DISTRIBUIDORES AUTORIZADOS
Paraná, Santa Catarina, Rio Grande do Sul e Mato Grosso do Sul: LC Bolonha Ingredientes Alimentícios Ltda. Tel: (41) 3139.4455 (bolonha@lcbolonha.com.br). Minas Gerais, Espírito Santo e Rio de Janeiro: Produtos Macalé. Tel.: (32) 3224.3035 (macale@macale.com). Goiás, Tocantins, Distrito Federal, Mato Grosso, Rondônia e Pará: Clamalu Comércio e Representações Ltda. Tel.: (62) 3605.6565 (romulo@clamalu.com.br e j.clareth@clamalu.com.br). Sergipe, Alagoas, Pernambuco, Paraíba, Rio Grande do Norte, Ceará, Piauí e Maranhão: Agrom Agro Indústria Meridional Ltda. Tel.: (87) 3762.2919 / 3762.6518 (agrom@agromindustria.com.br). Bahia: Agromirla Com. de Prod. Agropecuários Ltda. Tel.: (77) 3421.6374 (jotanea@milkrepresentacoes.com.br). São Paulo, Amazonas, Roraima, Acre: Latec Ingredientes Tel.: (15) 3247.4117 / (15) 3247.4064 (atendimento@latecingredientes.com.br).
Este informativo é uma comunicação entre empresas sobre ingredientes destinados a bens de consumo. Não se destina a consumidores de bens de consumo final. As declarações aqui contidas não são avaliadas pelas autoridades locais. Quaisquer afirmações feitas em relação a consumidores são de exclusiva responsabilidade do comerciante do produto final. O comerciante deve conduzir suas próprias investigações legais e de adequação para garantir que todos os requisitos nacionais sejam seguidos.